

Integration
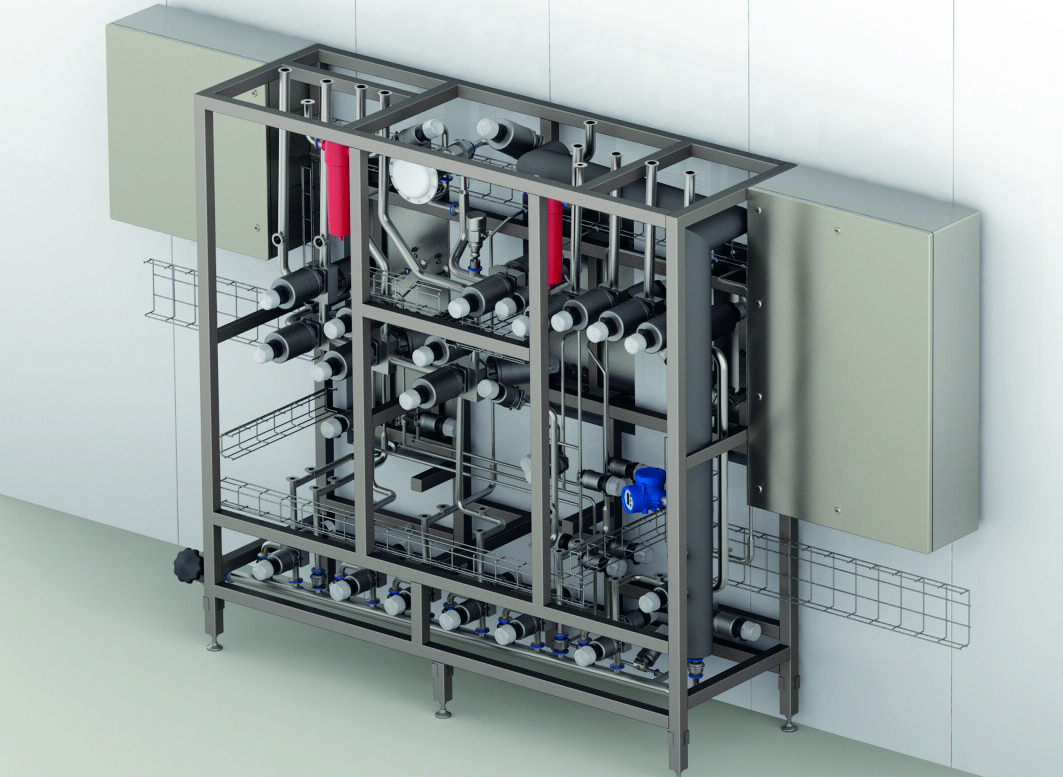
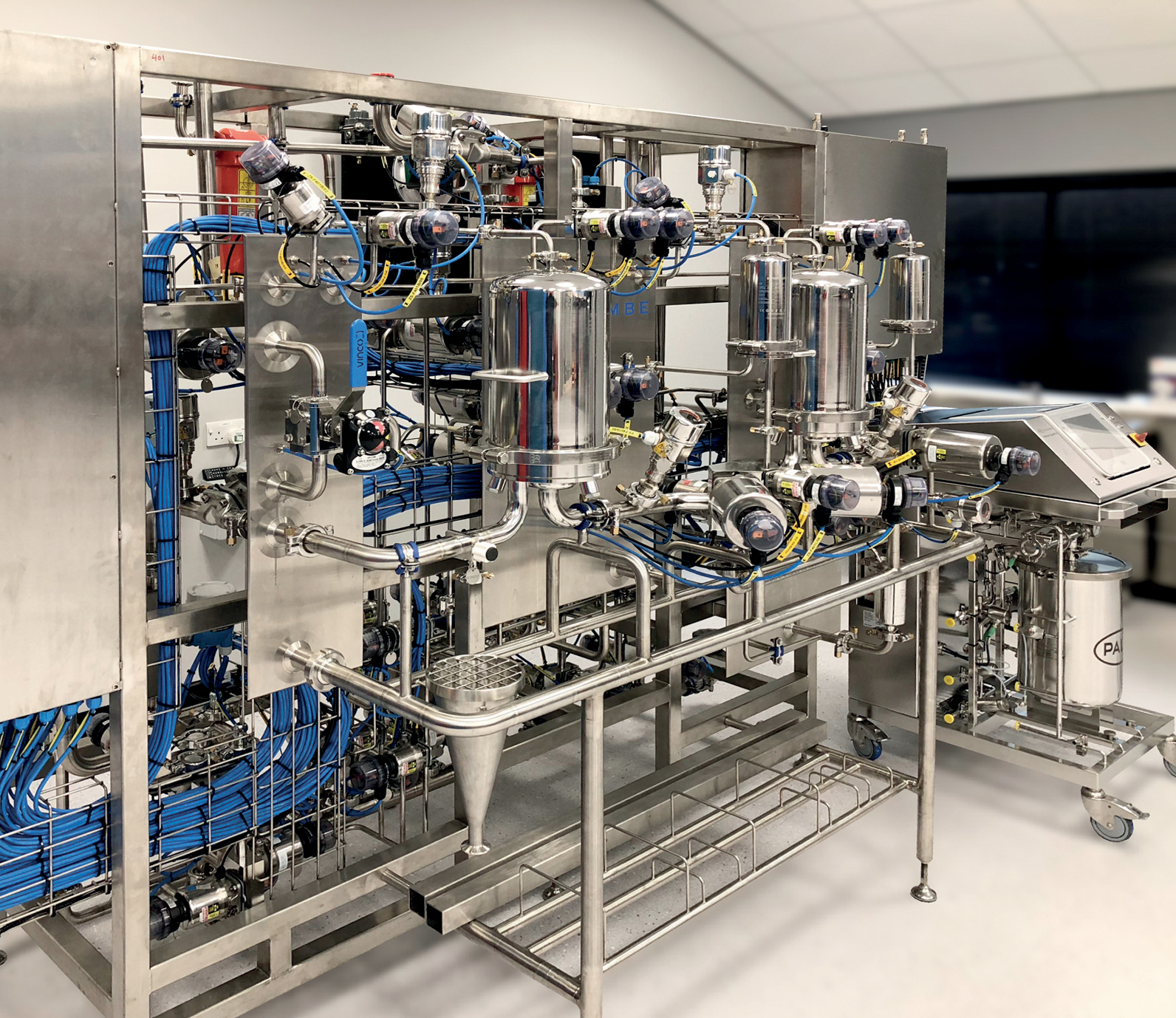
The filtration skid was designed to integrate with a clean room, but keep a majority of the valves in a technical area outside the clean room. As the system is fully automated, this allows the plant control system to utilize 55 different operating sequences.
Due to the complete integration with the clean room walling system, a degree of flexibility of positioning was required whilst maintaining a hygienic barrier between the ‘clean’ point-of-use equipment, and the technical area valves/pipework/etc. behind the walling.
Manual operation is limited to essential procedures only (filter changes). While the unit allows for multiple inlets (multiple process streams as well as Pure Steam, WFI, Compressed Air, N2) and multiple outlets to a number of production vessels. Also the design had to meet several regulatory requirements: ATEX (as solvents are being filtered); ASME BPE; and current GEP practices with regards to safety (process and operational safety).
Challenges Met
Steve Overton, technical director at Suncombe, commented, “We were delighted to be part of the team for this prestigious project within GSK. Using our 50+ years of experience of producing hygienic pharmaceutical systems, and working with Glaxo Smith Kline, PM Group and ITT, the team provided a state-of-the-art system. The project provided great challenges for the whole team and I am proud to say that these challenges were met and exceeded.”
Award
At the IChemE Global Awards Ceremony for 2018, which was held in November in Manchester, Suncombe – along with the client and other project partners – was delighted to be announced as the winning entry for the Pharma category. The evening celebrated excellence, innovation and achievement in the chemical, biochemical and process industries.

Alun Cochrane, IChemE Award Host presenting the Pharma Award 2018 to the winnng team: GSK, ITT, PM Group and Suncombe for “Fully Integrated Sterile Filtration Unit”
Benefits
As well as reducing risks within the production process and enhancing the ability of the facility to maintain production and quality, the design and automation of the filter skids will allow the operation of the process stream to be optimized. This will improve the overall efficiency and cost effectiveness of the process. In addition operational safety will be greatly enhanced, with full containment of harmful fluids and gases and almost complete removal of manual operations.
From an environmental perspective, as the process will be improved, optimised and made more efficient, the volumes of processing fluids/utilities required, and the volumes of effluent and waste produced will be reduced, lowering the site’s overall energy and utility resource requirements.
Since the filter system will be used in a sterile manufacturing environment, this design will enable GSK to maintain the highest standard of product to its patients, whilst providing its staff with a greatly improved manufacturing environment.
